






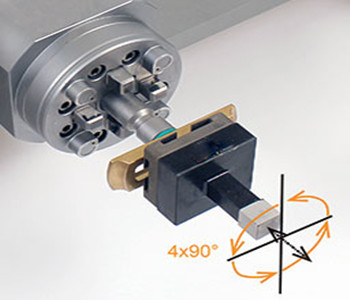
System3R 系统的概念是在所有机床上建立统一工件电极基准系统,使每个工件或电极在每道工序的机床上实现“一分钟换装”如图(1),达到微米级的定位精度。

图(1)
1、高效率:充分利用现有设备,变辅助工时为实动工时,生产率提升2-8倍;
2、高柔性:实现柔性生产,产量多品种小批量的产品,交货期缩短一半;
3、高精度:工件精度提升到机床最高加工精度;
4、高品质:生产更高品质的产品,提高产品附加值;
5、工件定位精度提同,可以控制更紧的加工余量,减少实际加工工时;
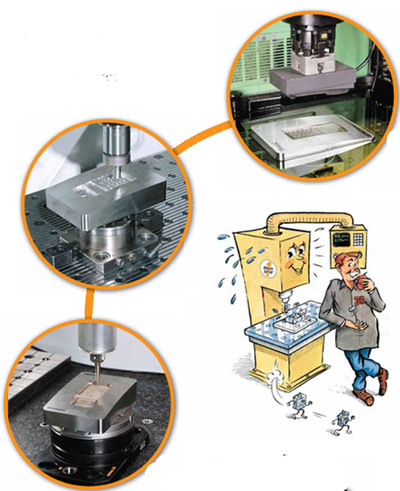
6、可扩展机床的应用范围,如3轴加工中心可进行5面加工;如图

7、操作简单,简化培训工作,降低劳动强度,工作更萧洒;
8、适应性:无需改装,即可适用于任何品牌的机床;
9、产品更新更迅速、更容易、更经济; 提高人力资源的利用率;
10、少投入、大收获、见效快。
11、低能耗:实现环保工厂的目标。
传统工艺的道路快要到尽头了,全球已有超过80000家企业通过建立瑞典3R系统而获得巨大的经济效益:中国的海尔、新科、长虹、广东爱普生、大连佳能等越来越多的先进企业已开始尝试这种新技术,迅速转变到高质高效生产模式
 传统加工模式
传统加工模式
 用了3R以
用了3R以
1.☆前置作业过程简单,只钻(攻) 4孔即可快速结合。
2.☆3R气动夹头更采用超硬合金钢的基准面.在重覆使用加工二百万次其精度也不变,加工更稳定)。还有夹持系统的精度不因操作者的良莠不齐而受影响,且精度高(重复精度在0.002mm以内)。
3.☆3R手动夹头内部采用三点固定设计使夹持力更平均、更稳定。
4.3R夹具系统外部有特殊的设计结构,因此在加工时稳定性高,能承受重切削,增加工效率,降低不良率。
5..因3R夹具系统可以快速定位从而也减少待机时间.增加机台使用率,交货期缩短.生产力增加。
6.3R弹性化组合式夹、治具可依工件尺寸大小做更多选择。
7.系统的3R可随时升级配合电脑辅助系统如机械手臂、工厂管理软体….等,而达到自动化或无人化的功能。
三、定位片连接方式
1、定位片直接和工件连接 2、定位片先连夹持座再连工件
缺点:每个工件钻(攻) 4孔。 可以不用每个工件钻(攻) 4孔。


图(1) 图(2)
3、定位片、拉钉和定位座连接方式


四、拉钉主要尺寸和对应3R型号

五、应用范围

六、实际加工图










| 수입신고 1USD |
구매/결제대행 1CNY |
TT송금 1CNY |
|---|---|---|
| 6.45 CNY | 215.05 KRW | 0.145 USD |






